

W porównaniu z tradycyjną produkcją druk 3D jest tańszy, wygodniejszy i powoduje znacznie mniej bałaganu oraz mniej toksycznych produktów ubocznych. W końcu sprowadziło to prototypowanie i produkcję na małą skalę do naszych sypialni. Chociaż drukowanie 3D jest wygodne, z pewnością nie jest łatwe.
Absolutnie wszystko, od niewłaściwego napięcia paska i nieprawidłowego momentu dokręcenia dyszy po błędne ustawienie jednego z setek oprogramowania krajalnicy, może spowodować katastrofalną awarię wydruku 3D. Ale nie martw się, ponieważ zebraliśmy najczęstsze przyczyny niepowodzeń druku 3D wraz z przydatnymi wskazówkami, jak ich uniknąć.
Spis treści:
1. Sznurowanie
Naciąganie może nie stanowić katastrofalnej porażki w przypadku kosmetycznych wydruków 3D, ale cienkie pasma plastiku biegnące poziomo przez wszystkie puste przestrzenie modelu również nie spełniają tego celu. Co gorsza, nadmierne naciąganie może nawet powodować problemy z prześwitem na wydrukach funkcjonalnych — zwłaszcza tych obejmujących ruchome części.
Co powoduje ciągnienie?
Nieestetyczna wada pojawia się, gdy drukarka 3D nie zatrzymuje wyciekania stopionego włókna z dyszy podczas przechodzenia przez szczeliny w modelu 3D. Zjawisko to zależy od kilku czynników, począwszy od lepkości stopionego włókna po ciśnienie wytwarzane w dyszy.
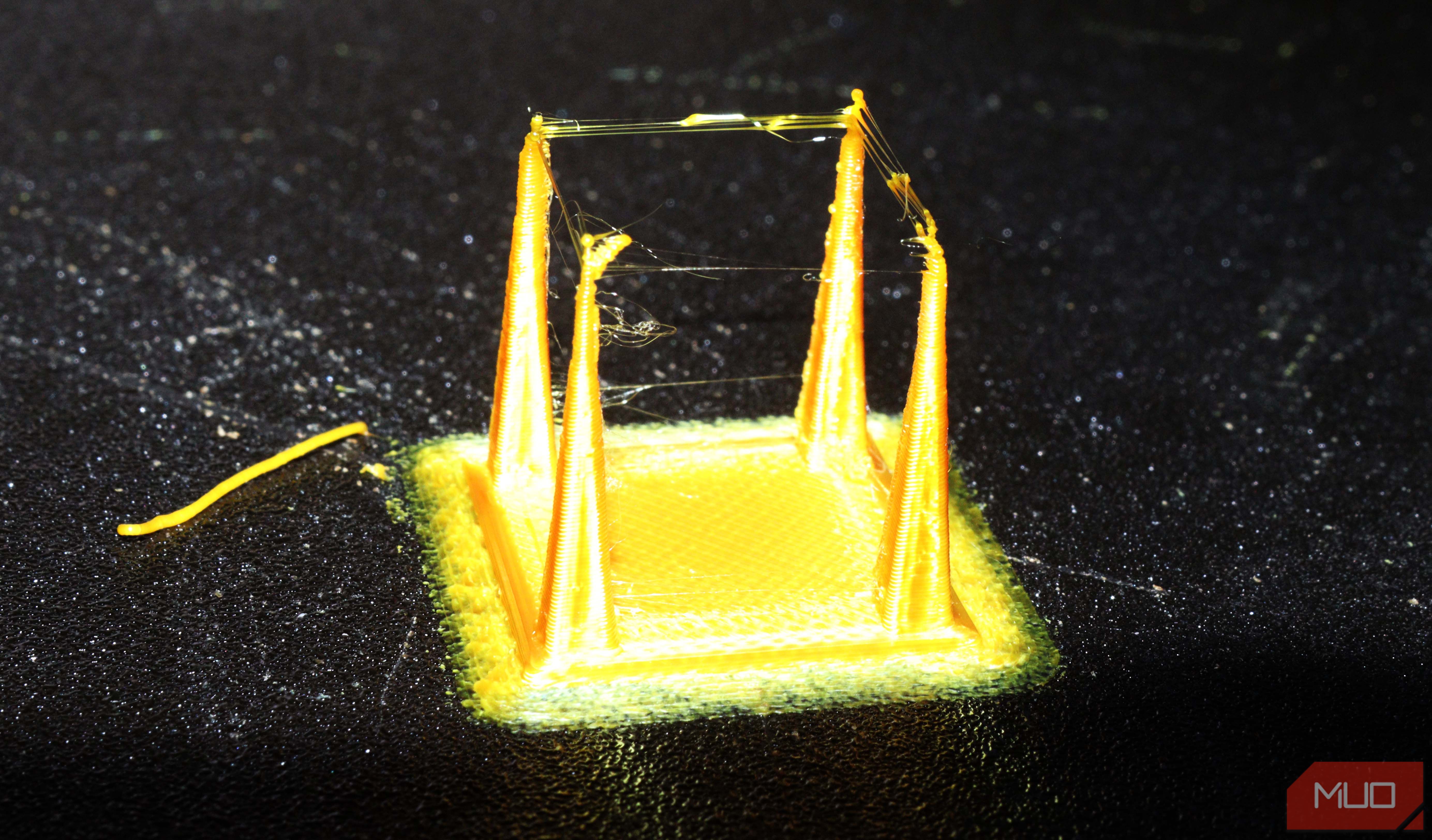
Innymi słowy, drukowanie w zbyt wysokich temperaturach ułatwi wyciekanie włókna z dyszy i powstawanie nitek. Tymczasem brak uwolnienia ciśnienia w dyszy spowoduje również przedwczesne wypchnięcie stopionego tworzywa sztucznego. Obecność wilgoci we filamencie może również przyczyniać się do powstawania nitek.
Co gorsza, niektóre materiały, takie jak PETG, są z natury bardziej podatne na tę wadę druku 3D.
Jak naprawić naciąganie: użyj niższej temperatury
Im wyższa temperatura dyszy, tym łatwiej jest wypluć żarnik, gdy nie powinien. Ustawienie prawidłowej temperatury dyszy pozwala uzyskać odpowiednią lepkość włókna, co z kolei pozwala drukarce 3D na dokładniejszą kontrolę przepływu stopionego włókna. Na szczęście istnieje prosty sposób, aby to osiągnąć.
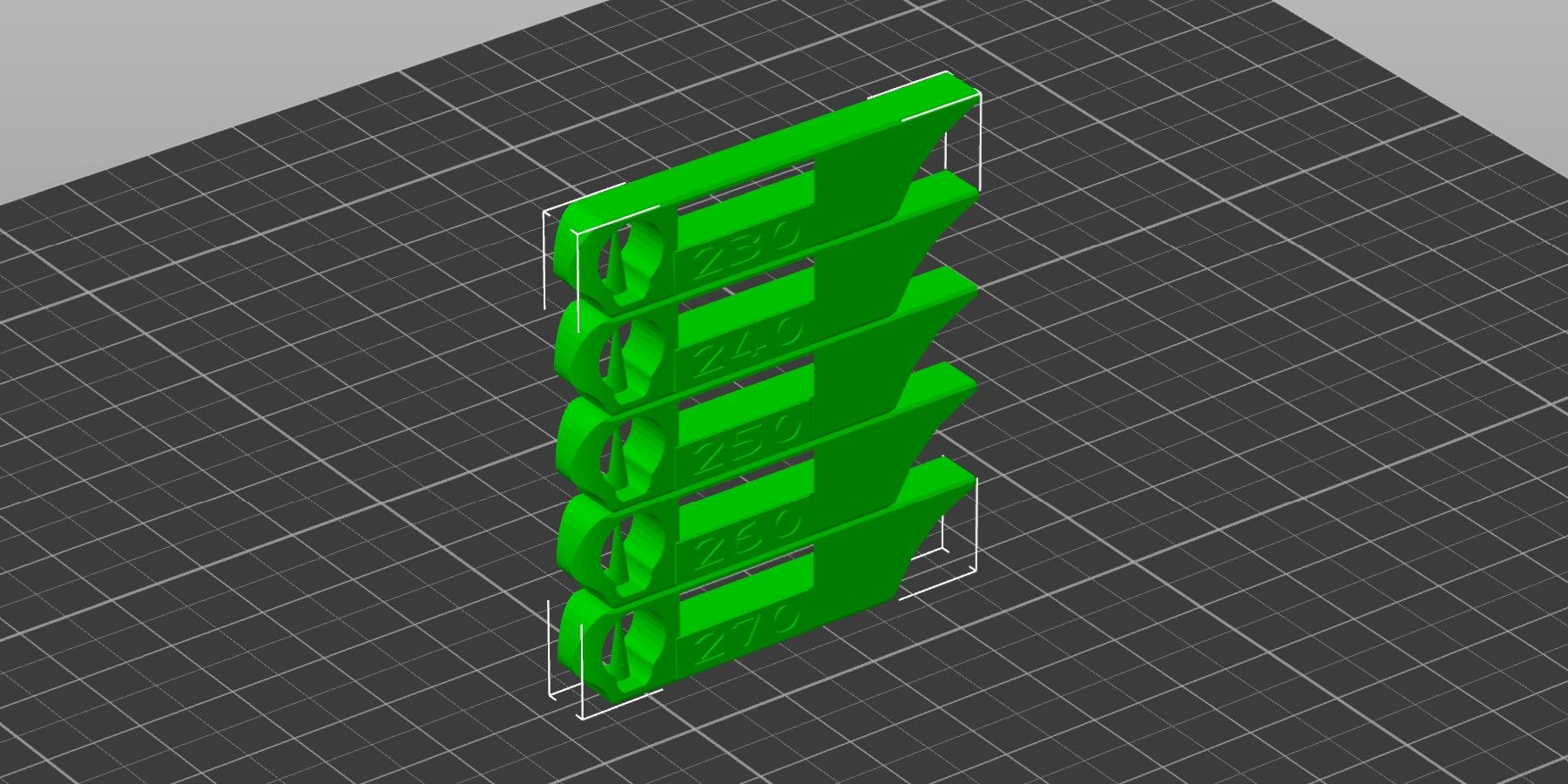
Większość nowoczesnych krajalnic, takich jak PrusaSlicer lub jego odpowiednik SuperSlicer o otwartym kodzie źródłowym, ma wbudowane modele testowe z wieżą temperaturową. Użyj tych kreatorów kalibracji, aby dostosować temperaturę dyszy dla wybranego włókna. Wieża temperaturowa umożliwia drukowanie różnych fragmentów modelu przy różnych temperaturach dysz.
Jest to idealne rozwiązanie do znalezienia strefy Złotowłosej pomiędzy maksymalizacją siły przylegania międzywarstwowego a łagodzeniem ciągnienia. Zrób wydruk testowy na różnych poziomach, aby określić, które ustawienie temperatury jest wystarczająco mocne dla Twojego zastosowania, jednocześnie eliminując powstawanie nitek.
Jak dostroić ustawienia wycofania
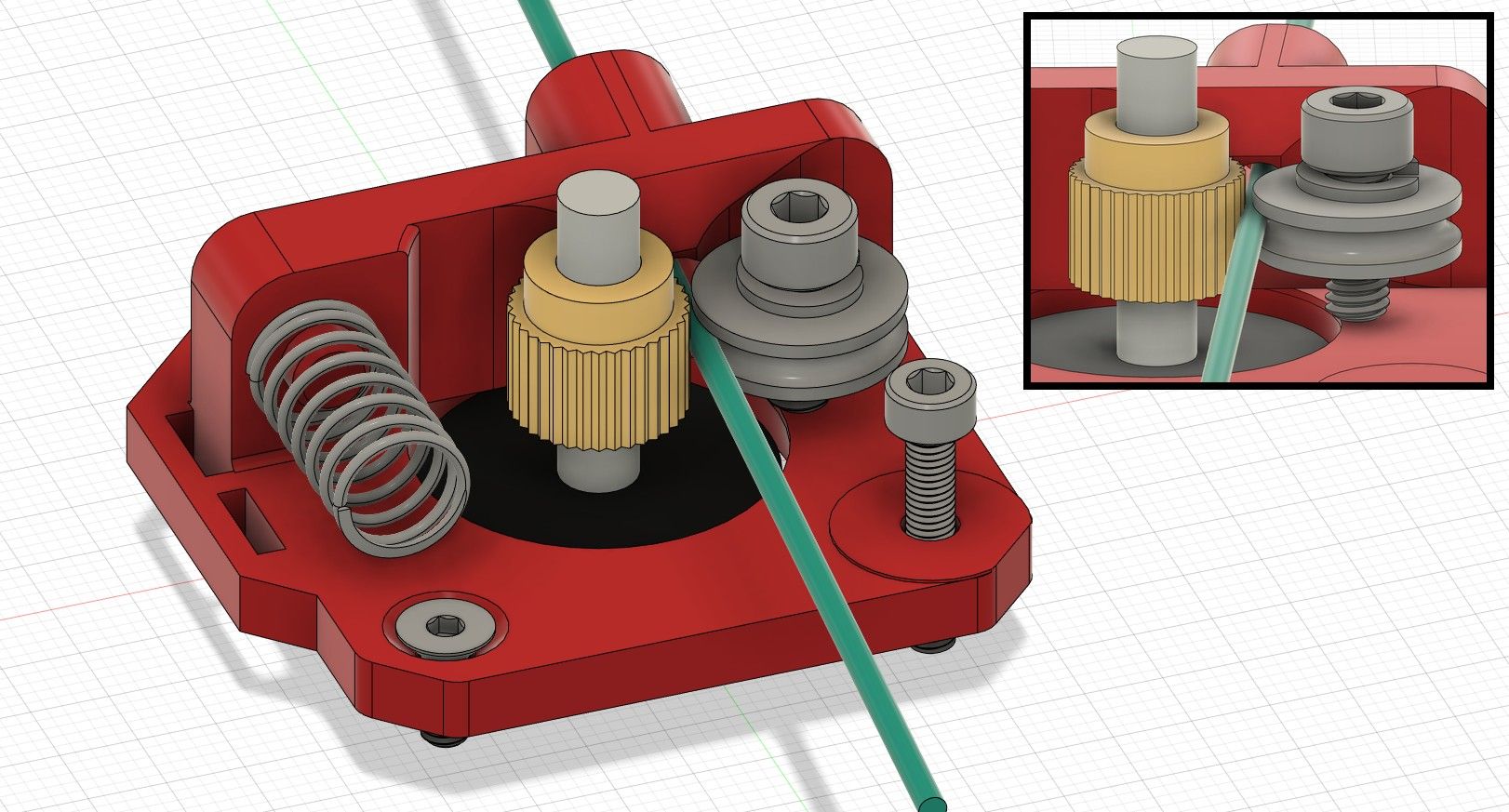
Teraz, gdy uporaliśmy się z nadmierną temperaturą dysz, możemy przejść do pomagania drukarce w zmniejszeniu ciśnienia w dyszach. Wypychanie stopionego włókna z małego otworu w dyszy wymaga dużego ciśnienia. Jeśli z czasem ogromna siła pchająca nie zostanie zmniejszona, włókno będzie nadal wyciekać z dyszy i objawiać się powstawaniem nitek.
Oprogramowanie krajalnicy ma w tym celu ustawienie zwane odległością wycofania. Jak sama nazwa wskazuje, zmniejsza ciśnienie w dyszy, ciągnąc żarnik w przeciwnym kierunku. Wartości odległości wycofania mierzone są w milimetrach i mieszczą się w zakresie od 0,4 mm do 1,2 mm dla wytłaczarek z napędem bezpośrednim. Jednakże wytłaczarki Bowdena wymagają wycofania w zakresie od 2 mm do 7 mm. Jeśli nie masz pewności co do typów wytłaczarek, nasze wyjaśnienia na temat wytłaczarek z napędem bezpośrednim i Bowdenem powinny Ci pomóc.
Wartość zmienia się również w zależności od sztywności/elastyczności materiału włóknistego. Drukowanie modeli kalibracyjnych zoptymalizowanych pod kątem retrakcji to jedyny realny sposób na określenie właściwych ustawień drukarki 3D. Podobnie jak wieża temperaturowa, większość przyzwoitych krajalnic będzie miała wbudowane wieże retrakcyjne. Jeśli nie, możesz pobrać wieżę wycofania ze strony Materiały do druku aby dowiedzieć się, które ustawienie odległości wycofania jest dla Ciebie najlepsze.
Oprócz odległości wycofania, prędkość wycofania ma również wpływ na naciąganie. Waha się ona od 25 mm/s do 60 mm/s dla większości włókien, ale zależy również od tego, czy używasz wytłaczarki bezpośredniej czy Bowdena, a także od wytrzymałości/elastyczności drukowanego materiału. Zbyt mała prędkość pogarsza naciąganie, natomiast zbyt duża może spowodować przeżucie włókna przez przekładnie ekstrudera, a nawet jego pęknięcie. Po raz kolejny najlepszym rozwiązaniem są wydruki kalibracyjne.
2. Zatkanie dyszy
Zatkanie dyszy występuje, gdy żarnik nie może przejść przez dyszę, co skutkuje niekompletnymi wydrukami lub całkowitym brakiem wytłaczania. W przeciwieństwie do ciągów, niezmiennie powoduje to całkowite niepowodzenie drukowania. Zidentyfikowanie przyczyny zatkania i znalezienie rozwiązania również nie jest takie proste ze względu na ogromną liczbę zaangażowanych zmiennych.

Co powoduje zatykanie dysz i jak im zapobiegać
Złożoność wytłaczarki drukarki 3D powoduje wiele punktów awarii, które mogą przyczynić się do zatkania dyszy. Ogólnie rzecz biorąc, główne przyczyny obejmują problemy mechaniczne (wytłaczarka, dysza, grzejnik) po wybór żarnika i praktyki obsługi. Przyjrzyjmy się najczęstszym przyczynom.
Jakość żarnika: Tańsze włókna prawdopodobnie zawierają kurz i zanieczyszczenia, które z czasem mogą gromadzić się w dyszy i ostatecznie ją blokować. Nierzadko można znaleźć nawet fragmenty metalu we włóknach marek, które nie przestrzegają odpowiednich standardów produkcyjnych. Nie trzeba wiele, aby zatkać przeciętną dyszę, której otwór ma zaledwie 0,4 mm. Opłaca się stosować wysokiej jakości włókna renomowanych marek. Jednak złagodzenie negatywnego wpływu tanich włókien jest łatwe, jeśli postępujesz zgodnie z naszym przewodnikiem na temat ciągnięcia na zimno, dotyczącym zapobiegawczej konserwacji dysz.
Nieprawidłowy rozmiar dyszy: Filamenty inżynieryjne wykorzystujące mieszanki włókna węglowego i włókna szklanego mogą łatwo zatkać standardowe dysze 0,4 mm, które można znaleźć w większości drukarek 3D. Lepiej jest używać większych dysz 0,6 mm, aby zmniejszyć ryzyko zablokowania przez stosunkowo duże materiały kompozytowe małego otworu standardowej dyszy. Ta rada dotyczy również włókien drewnianych, świecących w ciemności i zawierających metal.
 Źródło zdjęcia: Nachiket Mhatre
Źródło zdjęcia: Nachiket Mhatre
Nadmierna wysokość warstwy: grubsze warstwy są drukowane szybciej, ale przesada może łatwo zatkać dyszę. Ustawienie wysokości warstwy nie powinno w idealnym przypadku przekraczać 75 procent rozmiaru dyszy. Oznacza to, że wysokość warstwy 0,3 mm to w przybliżeniu maksymalna wysokość, jaką można bezpiecznie zastosować w przypadku dyszy 0,4 mm.
Drukowanie modeli w większych wysokościach warstw wymaga radykalnie dużego przepływu objętościowego żarnika, co jest niemożliwe bez zwiększenia temperatury dyszy. Brak dostarczenia wystarczającej ilości ciepła uniemożliwia wytłaczarce wypchnięcie zimnego żarnika z dyszy.
Pełzanie cieplne: Z drugiej strony drukowanie w nadmiernych temperaturach może powodować „przenikanie” ciepła ze strony gorącej przez przekładkę cieplną na stronę zimną. Zatkanie dyszy objawia się za każdym razem, gdy włókno topi się po niewłaściwej stronie przekładki termicznej. Jeśli wentylator hotendu przestanie działać, nie musisz nawet drukować szczególnie na gorąco, ponieważ materiały niskotopliwe, takie jak PLA, zatykają dyszę.
Można temu skutecznie zaradzić, sprawdzając działanie wentylatora hotendu przed drukowaniem. Stosowanie przekładek cieplnych z tytanu lub cieńszej stali zmniejsza również pełzanie cieplne. Jeśli drukujesz PLA w zamkniętej drukarce, dobrym pomysłem jest pozostawienie otwartych drzwi. Jeśli nic innego nie zadziała, być może będziesz musiał wymienić wentylator na mocniejszy.
Zużycie ekstrudera: Silnik ekstrudera i zespół przekładni muszą generować ogromny moment obrotowy i przyczepność, aby przepchnąć włókno przez dyszę. Jest to szczególnie prawdziwe w przypadku dużych prędkości drukowania materiałów drukowanych w wyższych temperaturach. Moment obrotowy starzejących się silników krokowych wytłaczarki może z czasem spaść lub przekładnie wytłaczarki mogły się zużyć. Połączenie tych czynników w starej drukarce może spowodować spadek siły wytłaczania wystarczający do zatkania dyszy.
Jeśli jednak skończy się to zatkaniem dyszy, przyda się nasz sprytny przewodnik dotyczący udrażniania dysz drukarki 3D.
3. Wypaczenie
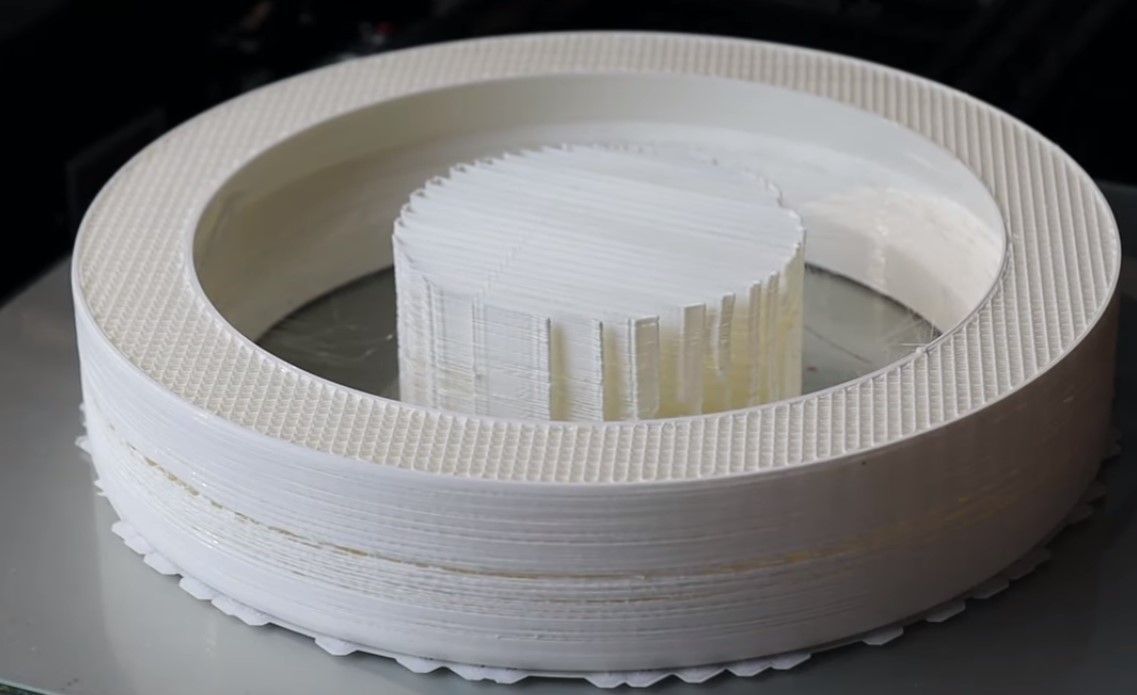
Wypaczenie ma miejsce, gdy rogi lub krawędzie wydruku odrywają się od stołu roboczego podczas drukowania. Choć może to brzmieć jak wada kosmetyczna, rujnuje dokładność wymiarową wydruków funkcjonalnych, co jest złamaniem umowy. Co gorsza, nadmierne wypaczenie może również spowodować, że cały wydruk spadnie z łóżka i zniszczy wydruk.
 Źródło obrazu: Kuchnia CNC/Youtube
Źródło obrazu: Kuchnia CNC/Youtube
Co powoduje wypaczenie?
Łatwiej zrozumieć mechanizm wypaczenia, jeśli wyobrazisz sobie miniaturową ścianę drukowaną w ABS. Kilka pierwszych warstw układa się w temperaturze 260°C na stole nagrzanym do 100°C, aby poprawić przyczepność. W miarę postępu druku warstwy w pobliżu złoża mają temperaturę 100°C, podczas gdy te znajdujące się wyżej mają jedną trzecią tej temperatury.
Górne warstwy mające kontakt z zimniejszym powietrzem otoczenia zaczynają się kurczyć w miarę ochładzania, podczas gdy cieplejsze dolne warstwy w pobliżu podgrzewanego złoża są stosunkowo większe w wyniku rozszerzania. Kurczące się górne warstwy powodują w rezultacie zwijanie się cieplejszych warstw w pobliżu złoża, co staje się widoczne, gdy rogi odrywają się od złoża.
Chociaż przyczepność do podłoża może złagodzić wypaczenia, w rzeczywistości dzieje się to z powodu różnicy temperatur pomiędzy gorącą i zimną warstwą druku. Właśnie dlatego wypaczenie jest bardziej widoczne w materiałach technicznych, takich jak nylon i ABS, które są drukowane w znacznie wyższych temperaturach.
Jak zapobiegać wypaczeniom
Najlepszym sposobem na ograniczenie wypaczeń jest zmniejszenie wspomnianej różnicy temperatur. Osiągnięcie tego jest łatwiejsze w przypadku wydruków ABS, ponieważ wystarczy zamknięta komora druku. Zatrzymuje ono ciepło wytwarzane przez stół, dzięki czemu temperatura w komorze może osiągnąć nawet 70°C w przypadku mniejszych drukarek, takich jak seria Voron 0.
Ta metoda sprawdza się również w przypadku bardziej wymagających materiałów, takich jak nylon i poliwęglan. Najlepiej byłoby przenieść elektronikę drukarki poza komorę, aby zapewnić jej długowieczność. Powiedziawszy to, prosta obudowa nadal nie jest w stanie zapobiec wypaczaniu się bardzo dużych lub wysokich wydruków w większej drukarce 3D. Należy wówczas aktywnie podgrzać komorę druku, aby zbliżyła się ona przynajmniej do 60°C.
Należy zauważyć, że tak wysokie temperatury w komorze nie są idealne dla materiałów takich jak PLA i PETG, które w tych temperaturach mają tendencję do mięknięcia. Materiały te najlepiej drukować w otwartych drukarkach 3D, przy czym stół jest podgrzewany w temperaturze zeszklenia (mięknięcia) (od 45°C do 60°C), aby zwiększyć przyczepność. Wypaczenia można dodatkowo złagodzić poprzez obniżenie temperatury dyszy, ale to również prowadzi do słabszych wydruków.
Ogólnie rzecz biorąc, dodanie brzegów do dużych płaskich powierzchni lub zakładek w ostrych rogach wydruków poprawia przyczepność, ponieważ skutecznie zapobiega to wypaczaniu się dolnych warstw przez kurczący się materiał. Nasz przewodnik po różnych powierzchniach do druku 3D (oraz kiedy ich używać) pomoże Ci poprawić przyczepność pierwszej warstwy.
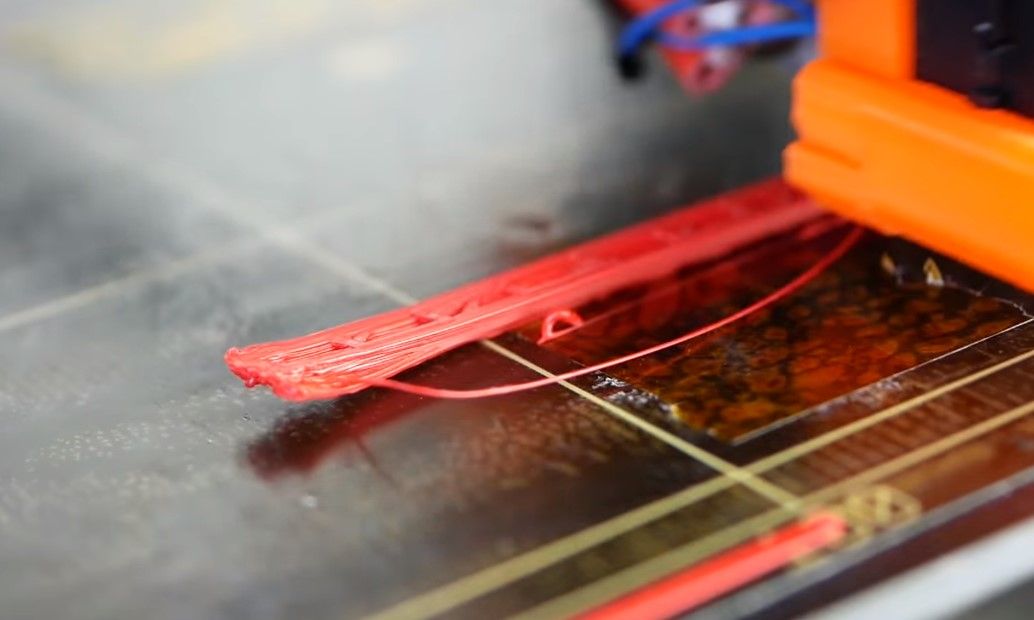
4. Separacja warstw lub słabe wydruki
Separacja warstw, czyli rozwarstwianie, ma miejsce, gdy warstwy wydruku nie przylegają do siebie prawidłowo, co powoduje powstawanie szczelin lub pęknięć na wydruku. Drukarka 3D to w zasadzie pistolet do klejenia na gorąco sterowany przez robota. A klej topliwy działa, ponieważ jest, cóż, gorący.
Podobnie drukowanie przy niższych temperaturach dysz prowadzi do ładniejszych wydruków, które nie wypaczają się zbytnio, ale brak ciepła poważnie pogarsza przyczepność międzywarstwową. Prowadzi to do słabych wydruków, które łatwo zatrzaskują się wzdłuż linii warstw.
 Źródło obrazu: Callum Coles/Youtube
Źródło obrazu: Callum Coles/Youtube
Jak poprawić przyczepność warstw i zapobiec słabym wydrukom
Wytrzymałość wydruku 3D we wszystkich kierunkach, z wyjątkiem linii warstw, zależy od producenta żarnika. Przeczytaj więcej o tym, jak wybór żarnika wpływa na powodzenie wydruków 3D. Jednakże linie warstw są niezmiennymi punktami awarii wszystkich wydruków 3D, niezależnie od użytego materiału. Dlatego niezwykle istotne jest przestrzeganie tych najlepszych praktyk w celu poprawy przyczepności międzywarstwowej.
Drukowanie w odpowiednich temperaturach: Skalibruj temperaturę dyszy za pomocą wyżej wymienionych wydruków testowych z wieży temperaturowej. Te modele 3D zaprojektowano tak, aby można je było zatrzaskiwać w każdym przedziale temperaturowym w celu sprawdzenia siły przylegania warstwy. Jest to najlepszy sposób na osiągnięcie równowagi pomiędzy jakością druku a wytrzymałością międzywarstw.
Wysoka prędkość wentylatora chłodzącego część: Ustawienie zbyt dużej prędkości wentylatora chłodzącego część może spowodować zbyt szybkie ochłodzenie warstw, co skutkuje słabą przyczepnością. Chociaż szybsze chłodzenie części zapewnia ładniejsze wydruki i lepszą jakość zwisu/podparcia, ma to negatywny wpływ na przyczepność międzywarstwową w materiałach takich jak ABS, nylon i poliwęglan.
Wilgotny włókno: Obecność wilgoci we włóknie powoduje wytwarzanie pary w gorącej dyszy, która wprowadza mikropęcherzyki i puste przestrzenie w wytłaczanym materiale. To nie tylko pogarsza jakość powierzchni wydruku, ale także powoduje, że staje się on kruchy. Materiały przyjazne dla początkujących, takie jak PLA i PETG, nie są podatne na wilgoć, ale higroskopijne włókna, takie jak nylon, należy przed drukowaniem dokładnie wysuszyć w suszarce do włókien.
Czterej jeźdźcy apokalipsy druku 3D
Skuteczne wydruki 3D nie kończą się na zapewnieniu dobrej przyczepności pierwszej warstwy. Dostosowanie ustawień drukarki i krajalnicy w celu ograniczenia tych czterech typowych trybów awarii powinno znacznie zmniejszyć ryzyko wystąpienia nieudanego wydruku 3D.